ELECTRODES PLANT
Call toll-free from within Russia
8 (800) 200-01-42Sales department. Working hours:
Monday to Friday 7:30-16:30
Сварка в защитном газе. Горелки
При выполнении TIG сварки большая часть тепла выделяется в дуге, но, тем не менее, значительная часть остается в горелке. В зависимости от конструкции и максимального сварочного тока, горелки могут быть с воздушным или с водяным охлаждением
Наиболее популярны горелки с воздушным охлаждением. Они не требуют дополнительного оборудования для своего охлаждения, кроме окружающего воздуха. При сварке с большими значениями тока такие горелки неудобны в работе. Сварочный кабель толстый, тяжелый и жесткий, горелками с воздушным охлаждением труднее манипулировать, чем горелками с водяным охлаждением. Защитный газ, проходя по каналу в кабеле, не может охладить его.
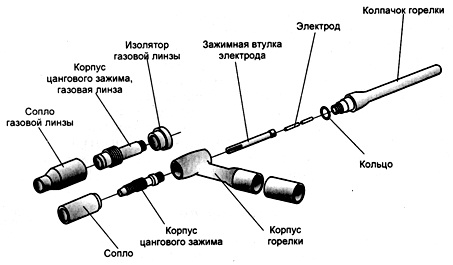
Горелки с водяным охлаждением сконструированы так, что вода, охладив горелку, проходит по кабелю, охлаждая его. Поэтому горелки с водяным охлаждением имеют более тонкие и легкие подводящие кабеля. Такой горелкой значительно легче выполнять большие объемы работ. На рис. 13 показано устройство газовых горелок для TIG сварки.
В технической характеристике на горелку указывается минимальный расход охлаждающей воды. При снижении циркуляции воды или ее прекращении, происходит перегрев горелки и выход ее из строя. Большинство горелок с водяным охлаждением имеют устройство безопасности — плавкий предохранитель, вмонтированный в сварочный кабель. Предохранитель омывается охлаждающей водой, в случае недостаточной циркуляции или ее прекращения предохранитель перегревается и перегорает, тем самым спасая дорогую горелку. После замены предохранителя оборудование снова готово к работе.
Газовые сопла различной формы, длины и диаметра изготавливают из теплостойких материалов: керамики, металла, металлокерамики и других материалов. В качестве керамических материалов для изготовления сопел используется оксид алюминия (розовая окраска) и лава (белая окраска). Наиболее популярно керамическое сопло, но оно часто разбивается и требует замены. Горелки с водяным охлаждением чаще всего имеют металлическое сопло, охлаждаемое водой. Сопло или навинчивается на головку горелки, или надевается на посадочное место.
Газовые сопла имеют большое разнообразие как по выходному диаметру (от очень маленьких до больших), так и по длине (от коротких до сверхдлинных). Выходной диаметр сопла определяется номером сопла, умноженным на 1,6 мм (1/16 дюйма), например сопло № 5 имеет выходной диаметр 8 мм, а сопло № 6 — 9,6 мм.
Сопло из оксида алюминия имеет большую ударную прочность по сравнению с соплом из лавы, но меньшую термостойкость. Для сварки, когда происходит большое отражение тепла (угловые швы и т. п.), рекомендуется использовать сопла из лавы. Сопла из оксида алюминия в этих условиях перегреваются.
При изготовлении сопел оксид алюминия спекается в печах при температуре 1650 °С, при этом сопла уменьшаются на 18% по длине и на 27% в диаметре. При сварке в узких местах (например, углах) происходит перегрев передней части и значительное расширение. Задняя часть, закрепленная на корпусе горелки, не перегревается и, соответственно, не расширяется. Возникающие при этом большие внутренние напряжения приводят к разрушению горелки.
Газовое сопло должно быть достаточного размера, чтобы обеспечить требуемый газовый охват сварочной ванны и окружающей зоны. Каждое сопло, в зависимости от размера, пропускает только определенный объем газа. При увеличении потока газа, истекающего из сопла, струя газа из ламинарной становится турбулентной, при этом уменьшается эффективность защиты. В этом случае необходимо заменить сопло на большее.
Для снижения турбулентности выходящего из горелки защитного газа применяется газовая линза. Газовая линза — это специальным образом изготовленный корпус цангового зажима, который совместно с соплом выравнивает поток газа, устраняя завихрения. Струя газа, выходя из сопла, приобретает ламинарный характер. Это позволяет сварщику увеличивать вылет электрода, что, в свою очередь, улучшает обзор сварочной ванны и облегчает сварку в труднодоступных местах. Кроме того, для увеличения газового охвата можно использовать сопло большего диаметра.