ELECTRODES PLANT
Call toll-free from within Russia
8 (800) 200-01-42Sales department. Working hours:
Monday to Friday 7:30-16:30
Сварка в защитном газе неплавящимся электродом. GTAW процесс
Сварка неплавящимся вольфрамовым электродом производится на прямой полярности (минус на электроде). При установившейся дуге электронный поток движется от отрицательного электрода горелки к положительному электроду (изделию), а поток положительно заряженных ионов — к электроду. При сварке на обратной полярности примерно 70% тепла сконцентрировано с положительной стороны дуги, и значительная часть этого тепла передается в зону сварки.
Прямая полярность позволяет получить узкую, сконцентрированную дугу, дающую глубокое проплавление и, соответственно, большую скорость сварки. Электрод получает меньшую часть тепловой энергии дуги и будет иметь меньшую температуру, чем при сварке на переменном токе или при сварке на обратной полярности, что, в свою очередь, позволяет уменьшить диаметр вольфрамового электрода и снизить расход защитного газа.
При обратной полярности поток электронов также движется от отрицательного электрода к положительному, но в данном случае от изделия к электроду. Следовательно, 70% тепла сконцентрировано в дуге около вольфрамового электрода. Поскольку электрод получает значительно больше тепла при сварке на обратной полярности, чем на прямой, для предотвращения перегрева и расплавления вольфрамового электрода приходится использовать электроды увеличенного диаметра и уменьшать сварочный ток. Свариваемое изделие при сварке на обратной полярности получает меньше тепла и как результат — меньшая глубина проплавления.
Другим недостатком при сварке на обратной полярности является блуждание дуги, возникающее иногда из-за магнитного дутья. Магнитное дутье может возникнуть и при сварке на прямой полярности, но сварка на обратной полярности более подвержена магнитному дутью.
Некоторые цветные металлы, например алюминий и магний, быстро образуют на поверхности оксидную пленку. Прежде чем сваривать алюминий, необходимо удалить оксидную пленку, температура плавления которой значительно выше, чем основного металла. Удаление оксидной пленки может производиться механически, например щетками или химически — травлением, но, как только пленка удалена, металл тут же снова начинает окисляться, затрудняя сварку.
Оксидную пленку с поверхности металла во время сварки на обратной полярности может удалять сама дуга. Положительно заряженные ионы, которые двигались от основного металла изделия к электроду при сварке на прямой полярности, теперь двигаются от электрода к изделию. Ударяясь с достаточной силой о поверхность изделия, они дробят и расщепляют хрупкую оксидную пленку, производя тем самым очистку поверхности.
Очищающее действие дуги при сварке на обратной полярности, на первый взгляд, наилучшим образом подходит для сварки алюминия, магния и их сплавов. Тем не менее, этот способ сварки имеет существенный недостаток. Например, при сварочном токе в 100 А необходимо использовать электрод (по условиям нагрева) диаметром 6 мм. Этот большой электрод имеет, соответственно, большую сварочную ванну. Тепло дуги рассеяно на большой площади изделия, глубина проплавления недостаточная. При использовании электрода диаметром 2,5 мм получаем более сконцентрированную дугу и удовлетворительное проплавление, но происходит перегрев электрода. Из-за недостаточного проплавления и необходимости использовать вольфрамовые электроды большого диаметра GTAW сварка на обратной полярности используется редко.
Хорошее проплавление, достигаемое при сварке на прямой полярности, и очищающее действие дуги при сварке на обратной полярности — наилучшая комбинация для сварки алюминия. Для получения преимущества обоих способов сварки используется сварка на переменном токе.
При сварке на переменном токе полуволна, дающая обратную полярность, и полуволна, дающая прямую полярность, равны как по величине, так и по длительности. Теоретически, каждая полуволна при сварке должна давать один и тот же сварочный ток. На практике, если подключить осциллограф, видно, что на положительной полуволне (обратная полярность) есть большие пики, спады и даже провалы.
Существует две теории, объясняющие это явление. Первая теория — оксидная пленка, покрывающая металл, выступает в качестве выпрямителя, затрудняя движение электронов в противоположном направлении. Вторая теория — расплавленный алюминий обладает меньшей эмиссией электронов, чем разогретый вольфрам. За счет этого поток электронов (и, соответственно, сварочный ток), исходящий из вольфрамового электрода при сварке на обратной полярности, больше, чем основного металла при сварке на прямой полярности. Это явление называют <дуговым спрямлением>. В табл. 15 даны основные проявления дугового спрямления при сварке на переменном токе и меры борьбы с ним.

* — источники сварочного тока со спрямленной (прямоугольной) синусоидой не имеют этих недостатков
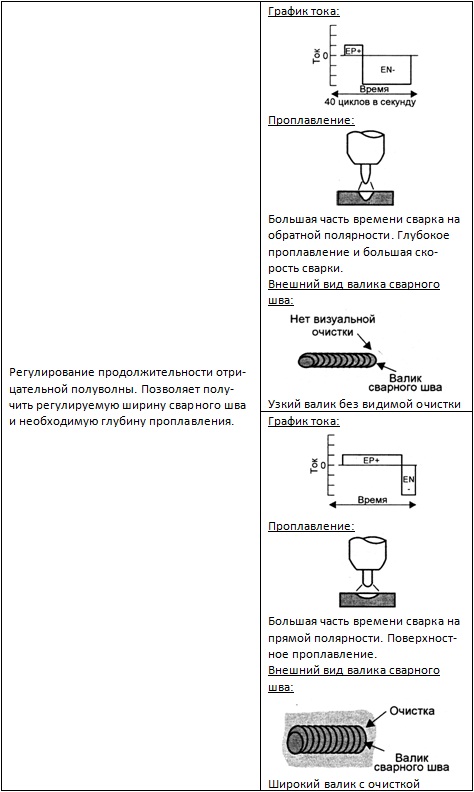
В настоящее время большинство установок для TIG сварки имеют регулировку продолжительности положительной (очищающей) полуволны и продолжительности отрицательной (проплавляющей) полуволны. Различные модели установок имеют различный уровень регулирования. В установках переменного тока с прямоугольной формой импульсов (полупериодов) продолжительность отрицательного полупериода может находиться в пределах 45-68% (при синусоидальном токе — 50%). В улучшенных установках диапазон регулирования достигает 10-90%, т. е. +40%. Сегодня во всем мире производится незначительное количество установок для TIG сварки на переменном токе, имеющих синусоидальную форму тока.
Максимальное проплавление при сварке на переменном токе достигается при максимальной продолжительности отрицательной полуволны (минус на электроде) и минимальной продолжительности положительной. При этом:
- можно использовать больший сварочный ток с меньшим электродом;
- увеличивается глубина проплавления при данной силе тока и скорости сварки;
- применяется меньшее сопло сварочной горелки и уменьшается расход защитного газа;
- околошовная зона получает меньше тепла, соответственно, меньше деформация.
Сбалансированная сварка на переменном токе с прямоугольной формой импульсов достигается при равенстве отрицательного и положительного полупериодов, т. е. при частоте 50 Гц, 1/100 с происходит сварка на прямой полярности и 1/100 с — на обратной полярности, при этом увеличивается очищающее действие дуги.
Следует заметить, что регулятор баланса для сбалансированного режима сварки находится в положении 3, а не 5. Некоторые установки для TIG сварки имеют цифровой индикатор, показывающий продолжительность полупериода непосредственно в процентах.
Максимальное очищающее действие дуги наступает, когда положительная полуволна больше отрицательной, т. е. продолжительность сварки на обратной полярности больше, чем на прямой. Однако следует учитывать, что есть определенный предел увеличения продолжительности положительной полуволны, выше которого улучшение очистки уже не происходит. Снижается скорость сварки, уменьшается глубина проплавления и требуется увеличение диаметра вольфрамового электрода, иначе происходит его перегрев и разрушение.
Выше было рассмотрено изменение баланса (соотношения положительной и отрицательной полуволн), при котором сварка производится с применением промышленной частотой 50 Гц (50 положительных и 50 отрицательных полупериодов). Современные инверторные установки для TIG сварки позволяют изменять частоту сварочного тока.
С повышением частоты увеличивается давление дуги на сварочную ванну, повышается стабильность горения дуги, и она значительно сужается. При сварке повышенной частотой угловых или стыковых швов с разделкой устраняется отклонение дуги, дуга горит по оси электрода. Это повышает концентрацию энергии и увеличивает глубину проплавления.
Инверторные источники сварочного тока позволяют производить сварку в диапазоне частот от 20 до 400 Гц. Сварка на пониженной частоте применяется, когда для выполнения сварного соединения нужна мягкая, с меньшей энергией дуга, например в авиастроении, а также при сварке торцевых швов и когда требуется малая глубина проплавления.
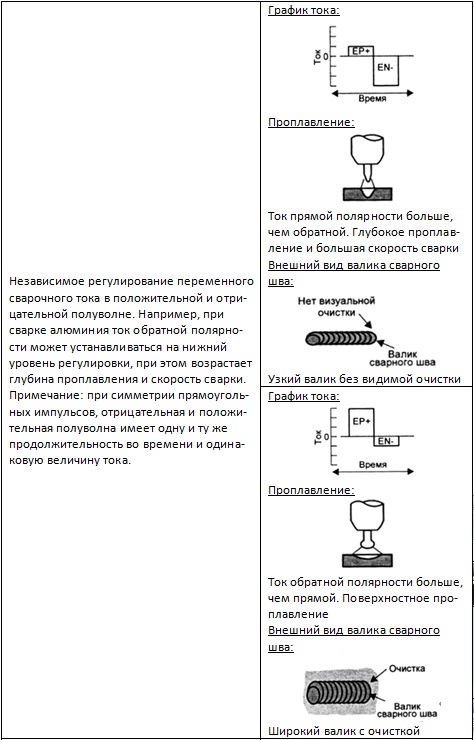
Выпускаемые в настоящее время установки для TIG сварки с улучшенной характеристикой позволяют дополнительно к вышесказанному осуществлять независимую (раздельную) регулировку сварочного тока, как в отрицательной, так и в положительной полуволне, т. е. изменять ток сварки на обратной полярности, независимо от тока прямой полярности, и наоборот.
Обобщая вышесказанное, установки для выполнения TIG сварки на переменном токе имеют четыре основные независимые регулировки:
1) баланс (процент времени отрицательной полярности электрода);
2) частота, Гц (число циклов в секунду);
3) величина сварочного тока при отрицательной полярности на электроде;
4) величина сварочного тока при положительной полярности на электроде.
В отличие от сварки синусоидальным током, сварка на переменном токе с прямоугольной формой импульса с возможностью независимого управления всеми четырьмя функциями дает уникальные возможности: более эффективное тепловложение, которое, в свою очередь, дает увеличение скорости сварки. Изменяя соотношение четырех параметров, можно получить более узкий, по сравнению с синусоидальным током, сварной шов, в то же время имеющий большую глубину проплавления.
Установки, имеющие раздельную регулировку сварочного тока, позволяют сваривать металл большей толщины при тех же значениях сварочного тока. Одним из положительных моментов использования установок для TIG сварки с улучшенной характеристикой является очень быстрый переход тока через нулевое значение, при этом не происходит гашение дуги. Наложение на сварочный ток высокочастотного тока необходимо только при бесконтактном зажигании дуги.
Установки для TIG сварки с улучшенной характеристикой позволяют сварщику формировать дугу и регулировать валик сварного шва. Для достижения в каждом конкретном случае желаемой глубины проплавления и нужной характеристики шва сварщик может регулировать, отдельно или в комбинации, длительность положительной и отрицательной полуволн, частоту, величину сварочного тока как в отрицательной, так и в положительной полуволне. В табл. 16 приведены основные регулировки сварочного тока и дано их проявление.
Основным требованием для зажигания и горения дуги является ионизация газа в дуговом промежутке. Ионизированный газ является хорошим проводником электрического тока. Ионизацией называется процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы.
При высоких температурах значительная часть молекул газа обладает большой энергией, для того чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить с помощью электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов. Поэтому, для того чтобы вызвать в воздухе или в газе мощный электрический ток, т. е. электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами.
Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение, тогда имеющиеся в газе (в малом количестве) свободные электроны будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные атомы и молекулы на ионы.

При сварке из соображений техники безопасности нельзя пользоваться высокими напряжениями. Поэтому используют явления термоэлектронной и автоэлектронной эмиссии. При этом имеющиеся в металле в большом количестве свободные электроны, обладая достаточной кинетической энергией, переходят в газовую среду межэлектродного пространства и способствуют ее ионизации.
При термоэлектронной эмиссии благодаря высокой температуре, которую обеспечивает горящая дуга, свободные электроны <испаряются> с поверхности металла. Чем выше температура, тем большее число свободных электронов приобретают энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла. При автоэлектронной (холодной) эмиссии создается внешнее электрическое поле, которое изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые имеют достаточную энергию для преодоления этого барьера.
При сварке в защитном газе тепла, выделяемого дугой, достаточно для ионизации газа. Однако при сварке на переменном синусоидальном токе при переходе тока через нулевое значение тепла, выделяемого дугой, становится недостаточно, и она гаснет.
Для устранения этого явления при сварке на переменном синусоидальном токе и для начального зажигания дуги без короткого замыкания электрода на изделие применяют осцилляторы. Они представляют собой источники высокого напряжения и высокой частоты, способные вызывать искровой разряд между электродом и деталью. Для пробоя межэлектродного промежутка длиной 1 мм в воздухе требуется напряжение около 1-3 кВ, в аргоне напряжение пробоя снижается.
Серийные осцилляторы и возбудители изготовляются на напряжение 2-20 кВ. Ток разряда достигает 1 — 10 А, а его энергия 0,05-1 Дж. Пробой межэлектродного промежутка приводит к его ионизации, благодаря чему возникает дуга от основного источника. Частота разряда у серийных осцилляторов и возбудителей составляет от 16 кГц до 1 МГц. При такой частоте высокое напряжение безопасно для сварщика, поскольку высокочастотный ток протекает по поверхностным участкам тела и поэтому не вызывает электролиза крови и не повреждает жизненно важных органов.
Различают поджигающие устройства непрерывного действия (осцилляторы) и импульсные (возбудители). С основным источником они могут включаться последовательно и параллельно. Достоинством осциллятора является высокая эффективность бесконтактного зажигания дуги. К недостаткам относится высокий уровень радиопомех.
При сварке на переменном синусоидальном токе высокочастотные импульсы осциллятора накладываются на синусоидальный сварочный ток. В момент прохождения сварочного тока через нулевое значение дуга гаснет, но высокочастотные импульсы вновь зажигают ее.
Высокочастотная ионизация дугового промежутка позволяет стабилизировать дугу при сварке на переменном токе. В течение отрицательной полуволны поток электронов движется от сравнительно небольшого вольфрамового электрода к широкой сварочной ванне, в течение положительного полупериода — от сварочной ванны к электроду.
Алюминий и магний в горячем и расплавленном состоянии обладают значительно худшей эмиссией электронов, чем вольфрам. К тому же разогретая область, излучающая электроны, значительно шире, чем электрод. Дуга начинает проявлять склонность к <брожению> и становится неустойчивой. Поскольку высокочастотная ионизация дугового промежутка создает канал в газовой среде, проходящий по кратчайшему расстоянию между электродом и изделием, дуга, загораясь в ионизированном столбе, становится стабильной и легко управляемой.
Кроме осцилляторов, улучшающих стабильность дуги, применяются импульсные стабилизаторы, которые предназначены для повторного зажигания дуги переменного тока, особенно при переходе к полупериоду обратной полярности. При сварке алюминия неплавящимся электродом стабилизатор должен генерировать пиковый импульс с амплитудой напряжения 200-600 В. Стабилизатор с частотой следования импульсов 50 Гц стимулирует зажигание дуги только обратной полярности, с частотой 100 Гц — дуги и обратной, и прямой полярности.
GTAW сварка, так же как и GMAW сварка, имеет импульсный режим сварки. Преимущества импульсной сварки:
- хорошее проплавление при низком тепловложении;
- меньше деформация металла;
- хорошее управление сварочной ванной при сварке в любом пространственном положении;
- легкость сварки тонких материалов;
- легкость выполнения сварных швов при разной толщине свариваемых деталей.
Основное преимущество импульсной сварки в том, что процесс сварки производится так же, как и стандартный, но с меньшим тепловложением. Импульсный режим сварки имеет следующие регулировки:
- пиковая величина тока — устанавливается несколько выше, чем при обычном режиме сварки;
- ток паузы — устанавливается ниже, чем при обычном режиме сварки;
- число импульсов в секунду — сколько раз в секунду сварочный ток достигает пикового значения;
- процент времени — длительность пиковых импульсов в процентах от общего времени.
Большинство установок GTAW сварки имеют импульсный режим с частотой 5-20 импульсов в секунду, но встречаются установки со значительно большей частотой. Преимущества высокочастотной пульсации (200-500 импульсов в секунду) в том, что высокочастотные импульсы придают жесткость дуге, повышая давление на сварочную ванну.
Это, в свою очередь, повышает проплавление, усиливает перемешивание металла сварочной ванны, при этом шлаки и примеси, содержащиеся в расплавленном металле, всплывают на поверхность. Как результат — сварной шов имеет лучшие металлургические свойства. Высокочастотный импульсный режим позволяет производить сварку на очень малых значениях сварочного тока, обеспечивая стабильность дуги. Кроме того, жесткая дуга менее подвержена блужданию, вызванному магнитным дутьем.