ELECTRODES PLANT
Call toll-free from within Russia
8 (800) 200-01-42Sales department. Working hours:
Monday to Friday 7:30-16:30
Сварка в защитном газе неплавящимся электродом. Сущность и преимущества
TIG — Tungsten Inert Gas — ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа. Поскольку чаще всего в качестве материала для неплавящихся электродов используется вольфрам, в немецкоязычной литературе используют сокращение WIG (Wolfram Inert Gas); иногда встречается обозначение GTA (Gas Tungsten Arc). Так как наиболее распространено применение в качестве защитного газа аргона, за этим методом закрепилось название <аргонно-дуговая сварка>, или АДС. Следует, однако, заметить, что такое наименование не совсем правильно, потому что при сварке методом TIG в качестве защитного газа могут использоваться также гелий, азот или различные газовые смести. Существует также метод атомно-водородной сварки, схожий по своей физической сущности с методом TIG. Кроме того, сварка с использованием аргона в качестве защитного газа может вестись и с применением плавящегося электрода.
Сварка неплавящимся вольфрамовым электродом в защитном газе использует тепло, образующееся при горении электрической дуги между электродом и основным металлом. Температура в столбе дуги при GTAW процессе может достигать 19 500 °С.
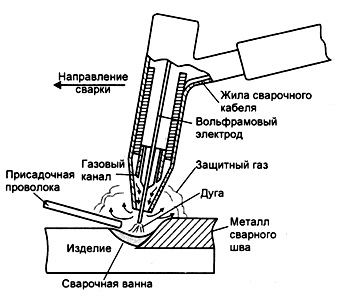
Вольфрамовый электрод закрепляется в токопроводящем устройстве специальной горелки, к которой по шлангам подводится токоведущий провод и защитный инертный газ. Истекающая из сопла горелки струя аргона оттесняет воздух и надежно защищает электрод, дугу, сварочную ванну и околошовную зону от окисления и азотирования (рис. 12). Таким образом, процесс осуществляется при струйной защите зоны сварки от контакта с воздухом. Если возникает необходимость в добавочном (присадочном) металле для заполнения шва (получения сварочного валика), то в дугу подается присадочная проволока, как правило, того же или близкого состава, что и свариваемый металл.
Присадочная проволок, как правило, подается вручную, так же как при газовой сварке. Существует множество систем для подачи проволоки в зону горения дуги, пригодных для автоматизации процесса.
Преимущество GTAW процесса заключается в том, что им можно сваривать значительно большее количество металлов и сплавов, чем любой другой сваркой. TIG сварка позволяет сваривать сталь, в том числе нержавеющую, никелевые сплавы (монель, инконель и др.), титан, алюминий, алюминиевые и магниевые сплавы, медь, бронзу и даже золото. Можно сваривать разнородные металлы, например медь с латунью и нержавеющую сталь с низкоуглеродистой сталью. Этим способом можно соединять вручную, полуавтоматически или автоматически в различных пространственных положениях разнообразные металлы и сплавы толщиной от десятых долей до десятков миллиметров.
Концентрированный характер GTAW дуги с контролируемым точечным тепловложением в изделие дает узкую околошовную зону. Высокая концентрация тепла — преимущество при сварке металлов с высокой теплопроводностью, например меди и алюминия. Узкая околошовная зона, в которой металл подвергся интенсивному нагреву и быстрому охлаждению, также является преимуществом, повышается прочность изделия.
При сварке GTAW процессом не требуется шлак, следовательно, ничто не закрывает сварщику сварочную ванну. Завершенный валик сварного шва не имеет шлаковой корки, нет необходимости зачищать валики сварного шва при многопроходной сварке. Шлаковые включения в многослойной сварке бывают крайне редко. Исключение составляют металлы, подобные инконелю, в них могут встречаются шлаковые включения.
При сварке GTAW процессом отсутствует перенос расплавленного металла через дуговой промежуток. Это в значительной мере облегчает условия горения дуги и обусловливает более высокую ее стабильность. Нет расплавленных капель металла и нет брызг: если свариваемый металл не загрязнен, то нет и искр.
Присадочный металл по мере необходимости подается в головную часть сварочной ванны. Сварщик вручную контролирует перемещение сварочной горелки и подачу проволоки. В отличие от сварки плавящимся электродом скорость плавления присадочного металла не связана жесткой зависимостью с величиной сварочного тока. Количество присадочного металла, подаваемого в ванну, выбирают из условия обеспечения требуемой доли участия присадочного металла в образовании шва. При сварке стыковых соединений без разделки кромок присадочный металл необходим в основном для создания усиления шва.
Переход присадочного металла в сварочную ванну, минуя дуговой промежуток, исключает его разбрызгивание. Сокращаются потери на испарение, и ограничивается взаимодействие расплавленного металла с газовой фазой столба дуги. При сварке неплавящимся электродом создаются благоприятные условия для защиты сварочной ванны и формирования шва.
При сварке на постоянном токе (кроме импульсного режима), в отличие от сварки покрытыми электродами и MIG/MAG процесса, GTAW дуга горит в полной тишине, без треска, щелчков и жужжания.
Основной недостаток GTAW процесса — низкая производительность. Другой недостаток — чтобы производить сварку, необходимо, что называется, <набить руку>. Чтобы стать специалистом, необходима большая практика. Зачастую TIG сваркой выполняют <ювелирную>, ответственную работу, не терпящую небрежности.
К недостаткам GTAW процесса, по сравнению со сваркой покрытым электродом и GMAW процессом, относится необходимость применения дополнительных защитных мер против световой и тепловой радиации дуги. Из-за отсутствия дыма и более высокой температуры дуги излучение более сильное, имеющее сдвиг в ультрафиолетовую область, что, в свою очередь, вызывает образование озона и оксидов азота.
При выполнении TIG сварки необходима улучшенная защита сварщика от ожогов и излучения. Сварочная маска комплектуется светофильтром повышенной плотности. При сварке в стесненных условиях необходимо обеспечить достаточную вентиляцию или подачу чистого воздуха в сварочную маску.
GTAW — чистый процесс. Для качественной сварки свариваемое изделие должно быть очищено от грязи, окалины, краски, замазученности и прочих загрязнений. Для сварки используется чистый присадочный металл. Сварку необходимо производить в чистых кожаных перчатках. Чистота процесса не преувеличена, особенно при сварке алюминия, алюминиевых и магниевых сплавов, более подверженных воздействию загрязняющих веществ, чем черные металлы.
Пористость шва при сварке алюминия вызывает водород. Следовательно, при сварке алюминия и алюминиевых сплавов необходимо удалить все источники водородного загрязнения, например влагу и углеводороды в виде масла и краски.