ELECTRODES PLANT
Call toll-free from within Russia
8 (800) 200-01-42Sales department. Working hours:
Monday to Friday 7:30-16:30
Сварка в защитном газе. Технология TIG сварки
Как правило, при сварке на переменном токе длина дуги должна быть равна диаметру электрода. При сварке на постоянном токе прямой полярности с заостренным концом электрода длина дуги может быть значительно меньше диаметра электрода.
Выходной диаметр сопла, чтобы обеспечить нужный газовый охват зоны сварки, должен быть не менее трех диаметров вольфрамового электрода. На рис. 16 показан пример определения диаметра сопла и положение горелки при сварке.
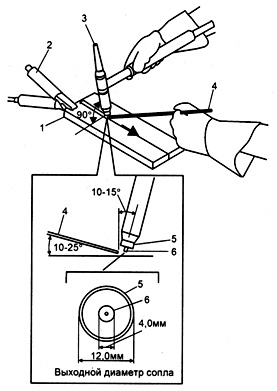
Вылет электрода — это расстояние, на которое выступает из сопла вольфрамовый электрод. Электрод может выступать из торца сопла, но не более выходного диаметра сопла. При большем вылете появляется вероятность прикосновения к сварочной ванне, сварочной проволоке, подаваемой сварщиком, или к боковой поверхности углового шва. Общее правило — начинать сварку нужно с вылета, равного одному диаметру электрода. При сварке корня стыковых и угловых швов вылет электрода увеличивают.
Зажигание дуги. Современные установки TIG сварки позволяют производить бесконтактный высокочастотный поджиг дуги и контактное зажигание дуги. Бесконтактное зажигание дуги производится при сварке на переменном токе, контактное — на постоянном токе.
Для бесконтактного зажигания дуги необходимо приблизить электрод горелки к изделию, но не касаясь его. Нажать кнопку включения триггера, при этом произойдет ионизация дугового промежутка и возбуждение дуги. Если в течение 1 с дуга не загорится, электронная схема отключает осциллятор. Отпустив кнопку триггера и повторно нажав ее, будет сделана вторая попытка возбуждения дуги. В большинстве случаев возбуждение дуги облегчается, если прикоснуться краем сопла к изделию.
При контактном зажигании дуги электрод приближается к изделию в месте начала сварки и слегка, на 1-2 с, касается поверхности изделия, при этом происходит разогрев заостренного конца электрода. Затем электрод медленно приподымается вверх. Разогретый конец вольфрамового электрода является хорошим источником электронов (вольфрам обладает хорошей эмиссией электронов). Происходит ионизация дугового промежутка и возбуждение дуги. Дуга формируется, когда электрод поднят.
Режим контактного зажигания имеет ограничение сварочного тока при касании электродом изделия. Это предохраняет вольфрамовый электрод от перегрева и прилипания, а металл сварного шва от загрязнения.
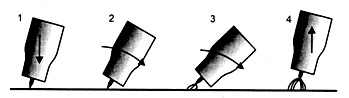
Описанный метод контактного зажигания дуги требует определенного навыка. Значительно более простой способ показан на рис. 17. Для зажигания дуги нужно слегка прикоснуться к изделию (1). Нажать на кнопку триггера, при этом начнет подаваться защитный газ и небольшой ток пойдет через электрод. Медленно наклонить горелку так, чтобы сопло коснулось изделия (2). Продолжить наклон, чтобы электрод оторвался от изделия. Дуга зажигается (3). Приподнять горелку, ток поднимется до заданного уровня в течение заданного времени нарастания (4).
Получение сварного шва. После того как загорится дуга, нужно держать горелку перпендикулярно к поверхности изделия и совершать небольшие круговые движения, пока не сформируется сварочная ванна. После того как сформируется сварочная ванна необходимого размера, наклонить горелку под углом 75° к поверхности изделия и начать медленно и равномерно перемещать вдоль сварного шва. Скорость перемещения выбирается такой, чтобы сварочная ванна все время оставалась яркой и жидкой. Никаких колебаний или других перемещений, кроме устойчивого движения вперед, не производится.
Когда используется присадочная проволока, необходимо сформировать сварочную ванну, как указано выше. Когда сварочная ванна станет яркой и жидкой, переместить горелку па задний край сварочной ванны и добавить металл присадочной проволоки быстрым касанием проволокой внешнего края сварочной ванны. Присадочную проволоку нужно держать под углом 15° к поверхности изделия.
Удалить присадочную проволоку и переместить дугу на внешний край сварочной ванны. Когда сварочная ванна вновь станет яркой и жидкой, повторить операцию по добавлению присадочного металла. Высота и ширина валика сварного шва зависит от скорости сварки (продольного поступательного движения), поперечного перемещения горелки и количества присадочного металла, вводимого в сварочную ванну.
В процессе сварки горячий конец присадочной проволоки не должен выходить из зоны охвата защитного газа. После прекращения сварки еще некоторое время в среде инертного газа должен находиться не только электрод и сварочная ванна, но и горячий конец присадочной проволоки.
Сварка стыкового шва без разделки кромок в нижнем положении. Сварка стыкового шва в нижнем положении производится по описанной выше методике (получение сварного шва). При выполнении сварки необходимо следить, чтобы дуга все время располагалась по линии стыка. Скорость сварки выбирается такой, чтобы получить нужную глубину проплавления. Заканчивая сварной шов, чтобы заварить кратер, нужно уменьшить угол наклона горелки и добавить больше присадочного металла.
Сварка соединения в нахлестку в нижнем положении. Возбудив дугу, сформировать сварочную ванну так, чтобы она перекрывала торец верхнего листа и поверхность нижнего листа, образуя равносторонний треугольник. Поскольку расплавленная поверхность края верхнего листа стремится стечь с образованием подреза, очень важно подобрать правильный угол наклона горелки. Присадочная проволока подается в передний край сварочной ванны через каждые 5-6 мм в количестве, достаточном для образования полнопрофильного шва. Заканчивать сварной шов, чтобы не было кратера, так же, как и в случае стыкового соединения.
Сварка углового шва таврового соединения в нижнем положении. При сварке следует учитывать, что боковая (вертикальная) поверхность нагревается сильнее и быстрее начинает плавиться. Угол наклона горелки необходим такой, чтобы большая часть тепла приходилась на горизонтальную поверхность. Для того, чтобы держать короткую дугу и иметь возможность для провара корня шва, необходимо увеличить вылет электрода. Присадочную проволоку подавать на край сварочной ванны в точку, где начинается плавление металла. Корректировка в процессе сварки угла наклона горелки и размещения присадочной проволоки помогает избежать подрезов. Кроме того, впадина сварочной ванны, чтобы избежать вогнутости шва, должна заполняться присадочной проволокой.
Сварка углового соединения в нижнем положении и <в лодочку>. Выполнение шва <в лодочку> рассмотрим на примере сварки обратной стороны углового стыка в нижнем положении. Оба края примыкающих частей должны плавиться, а сварочная ванна проходить по средней линии. Добавлять присадочный металл в количестве, достаточном для получения выпуклого шва. При сварке тонких материалов можно обходиться без присадочного материала, сплавляя кромки стыкуемых деталей.
В процессе сварки, независимо от типа соединения и его положения в пространстве, все внимание должно быть сконцентрировано на сварочной ванне. Сварочная ванна — это точка, в которой происходит расплавление и слияние металлов. Управление сварочной ванной и глубиной проплавления имеет первостепенное значение при сварке в любом пространственном положении. Есть множество факторов, которые необходимо принимать во внимание при сварке в горизонтальном, вертикальном и потолочном положении, например величина сварочного тока, скорость сварки, тип вольфрамового электрода и положение горелки.
Правила для выполнения качественного соединения в любом пространственном положении остаются те же, что и при сварке в нижнем положении. Основные — это чистота свариваемой поверхности, хорошая сборка под сварку, преднагрев, если он требуется, достаточный поток защитного газа и правильно выбранный сварочный ток. Кроме того, при сварке (кроме нижнего положения) не следует использовать большой сварочный ток и наплавлять большой валик сварного шва. Направлять дугу следует так, чтобы не допускать перегрева свариваемых деталей изделия. Перегрев приводит к свисанию металла шва или к прожогу. Добавление присадочного металла, размер валика сварного шва и порядок действий по добавлению присадочного металла необходимо выполнять правильно, чтобы гарантировать полное слияние между порциями добавленного металла.
Сварка в горизонтальном положении. При сварке в горизонтальном положении, зажигать дугу нужно на краю стыка. Затем спозиционировать горелку, наклон от горизонтали вниз — 15°, отклонение назад (от направления сварки) — 15°. После того как сформирована сварочная ванна, подвести сварочную проволоку на внешний край сварочной ванны к верхней детали изделия, затем переместить горелку по ходу сварки. Правильно выбранная длина дуги с соответствующей ей скоростью сварки предотвратит прожоги и сквозное проплавление.
Сварка в вертикальном положении. Сила тяжести — враг при сварке во всех пространственных положениях, кроме нижнего. При сварке в вертикальном положении, как снизу вверх, так и сверху вниз, сила тяжести старается потянуть вниз расплавленный металл сварочной ванны и сварного шва. Хороший сварщик, тем не менее, может использовать преимущества силы тяжести.
При сварке в вертикальном положении снизу вверх, сварка начинается внизу соединения с добавлением присадочного металла сверху. Необходимо попытаться создать <полочку> и с каждым прикосновением сварочной проволокой подымать ее выше и выше. Все время должна быть площадка для наложения следующей порции присадочного металла. Если сварной шов широкий, создать <полочку> с одной стороны шва, затем с другой и соединить их перемычкой.
При сварке стыкового шва с разделкой кромок нужно увеличить вылет электрода, а торец сопла может опираться на край шва. Горелкой совершаются небольшие колебания вверх и вниз. Эта техника сварки помогает в устойчивости руки, но затрудняет наблюдение за сварочной ванной.
При сварке сверху вниз используют поверхностное натяжение расплавленного металла и давление дуги заставляющей держать расплавленный металл в сварочной ванне. Сварка сверху вниз в вертикальном положении преимущественно применяется для сварки тонкого металла. Освоение сварки стыковых швов как без разделки кромок, так и с разделкой в вертикальном положении существенно помогает сварщику освоить сварку труб, поскольку почти все трубы свариваются по этой же технологии.
Сварка в потолочном положении. Сварка в потолочном положении для большинства сварщиков наиболее трудная. Как и при сварке в вертикальном положении, сила тяжести, заставляющая вытекать расплавленный металл из сварочной ванны, усложняет сварку. В отличие от сварки снизу вверх в вертикальном положении, когда можно создать полочку и, постепенно ее наращивая, получать сварной шов, при сварке в потолочном положении приходится полагаться только на поверхностное натяжение расплавленного металла сварочной ванны, давление дуги и комбинацию уменьшения сварочного тока и скорости сварки.
При сварке стыковых швов без разделки кромок и угловых швов в потолочном положении можно увеличить вылет электрода и опираться торцом сопла горелки об одну или обе стороны стыка. В процессе сварки сварщик может опираться несколькими пальцами руки или всей рукой, держащей горелку или присадочную проволоку, о поверхность свариваемого изделия. Это придаст устойчивость руке.
Уровень тепловложения в сварочную ванну при сварке в потолочном положении чрезвычайно важен. Вообще говоря, тепловложение в сварной шов должно быть меньше, чем при сварке в горизонтальном и нижнем положении, т. е. необходимо уменьшить сварочный ток на 5-10%. Это дает меньший размер сварочной ванны и тем самым предотвращает вытекание и падение из сварочной ванны расплавленного металла сварного шва. Кроме того, меньшая сварочная ванна более управляема. Поток же защитного газа, наоборот, нужно увеличить.
Несомненно, сварка в потолочном положении очень трудная и утомительная для сварщика. Процесс сварки медленный и долгий во времени. Большинство неопытных сварщиков считают сварку в потолочном положении неудобной. Поэтому при сварке в потолочном положении попытайтесь принять комфортабельную, непринужденную позу. Это поможет держать устойчиво и ровно горелку и манипулировать присадочной проволокой.
Сварка труб, GTAW сварка дает самые высококачественные швы при сварке труб с минимальной деформацией. Но сварка труб требует большого умения, и только сварщик, освоивший сварку стыковых швов во всех пространственных положениях, может качественно ее выполнить.
Поскольку в большинстве случаев сварка труб производится с зазором, необходимо защищать сварной шов изнутри. Это можно сделать концевой заглушкой, одеваемой на трубу, с подачей во внутрь защитного газа или просто закрыть торец трубы бумагой и уплотнить скотчем, но обязательно подать во внутрь защитный газ.
Для сварки труб необходимо применять только вольфрамовые электроды с содержанием 1,5% лантана или 2% тория. Кроме того, коническая заточка электрода должна иметь притупление диаметром 0,5 мм. Эта небольшая плоская точка помогает равномерно распределить дугу на совмещаемых краях стыка.
Наиболее популярная техника GTAW сварки — это когда сопло опирается о края сварного соединения. Эта техника использует специфический способ манипулирования горелкой с комбинацией чрезвычайно больших газовых сопел и позволяет хорошо сформировывать сварной шов при минимальной усталости сварщика. При сварке секций трубопровода между ними оставляется зазор, который должен быть меньше диаметра присадочной проволоки. Проволока должна опираться на кромки зазора, не проскальзывая вовнутрь.
Для корневого прохода опираться газовым соплом на обе кромки сварного шва, слегка поворачивая горелку от одной стороны к другой. После формирования сварочной ванны совершать небольшие медленные перемещения горелки вперед-назад, постепенно продвигаясь по ходу сварки.
Сварочная проволока не погружается периодически в сварочную ванну, а постоянно держится на ее переднем крае. Когда корневой проход завершен, на горелку устанавливается большее сопло, так, чтобы сопло опиралось на кромки зазора и на поверхность шва корневого прохода. Во время сварки совершать небольшие медленные перемещения горелки вперед-назад, постепенно продвигаясь по ходу сварки. Сварочную проволоку держать на переднем крае сварочной ванны, не окуная ее в расплавленный металл. Третий и последующие проходы выполняются так же.
Методика сварки труб с опиранием сопла на кромки шва требует увеличенного вылета электрода, но электрод не должен касаться расплавленного металла сварочной ванны.